rolka (dwustronna) obsługujące drut: 0,8 mm i 0,9 mm; typ U
maska spawalnicza
szczotka z młotkiem
drut samoosłonowy (flux) typ E71T-GS 0,8 mm – 0,45 kg
instrukcja obsługi w języku polskim
klucz uniwersalny
oryginalne opakowanie
Dodatkowe:
Rękawice spawalnicze skórzane
Preparat antyodpryskowy
Kątownik spawalniczy Powermat PM-SKM-11,5
Przyłbica spawalnicza Powermat PM-APS-600TC
Elektrody spawalnicze 10 szt
TECHNOLOGIA IGBT
Półautomat spawalniczy POWERMAT wykorzystuje nowoczesne tranzystory IGBT, które zapewniają stabilny łuk, wysoką efektywność energetyczną i odporność na zakłócenia. Dzięki temu urządzenie jest lżejsze, bardziej oszczędne i niezawodne w działaniu.
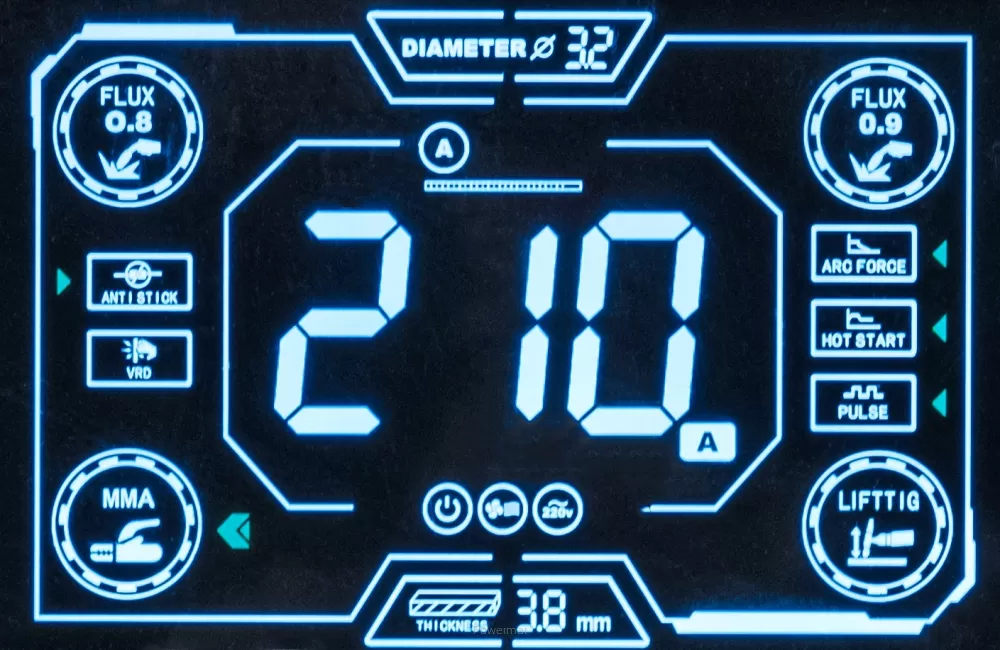
INTUICYJNY i NOWOCZESNY PANEL STEROWANIA
Urządzenie wyposażone jest w czytelny nowoczesny wyświetlacz LCD oraz ergonomiczne pokrętło regulacyjne, co umożliwia szybki i precyzyjny dobór parametrów. Obsługa jest intuicyjna, co zwiększa komfort i wydajność pracy.
TRYB SYNERGICZNY
Funkcja spawania synergicznego automatycznie dobiera optymalne parametry pracy, co znacząco ułatwia uzyskanie wysokiej jakości spoin. Szczególnie dobrze sprawdza się przy spawaniu stali nierdzewnej i aluminium.
WBUDOWANE FUNKCJE WSPOMAGAJĄCE
Urządzenie posiada funkcje HOT START, ANTI STICK oraz ARC FORCE. HOT START ułatwia zajarzenie łuku, ANTI STICK zapobiega przywieraniu elektrody, a ARC FORCE stabilizuje łuk i poprawia jakość spoiny.
MOŻLIWOŚCI SPAWANIA
PAWANIE METODĄ MIG/MAG
Spawanie metodą MIG/MAG jest jednym z najpowszechniej stosowanych procesów spawania. Ale co się właściwie za nim kryje? Wszystko zależy od wyboru pasujących gazów osłonowych i spoiw, aż po właściwości różnych rodzajów łuków spawalniczych.
Spawanie MIG/MAG jest też określane mianem spawania łukowego metali.
Gdzie stosuje się tę metodę spawania?
Procesy spawania MIG/MAG można stosować nadzwyczaj uniwersalnie. Wykorzystuje się je między innymi w przemyśle obróbki metali, w budowie konstrukcji i zbiorników stalowych, budowie okrętów i w branży motoryzacyjnej. Procesy MIG/MAG umożliwiają spawanie elementów z różnych materiałów, o różnych grubościach i geometriach. Spawanie metodą MIG nadaje się szczególnie do metali nieżelaznych: aluminium, magnezu, miedzi i tytanu. Metody MAG używa się głównie do spawania stali niestopowych, niskostopowych i wysokostopowych.
Zalety spawania metodą MIG/MAG:
wysoka wydajność stapiania,
brak żużlu,
łatwe zajarzenie łuku spawalniczego,
dobra przydatność do spawania zmechanizowanego i zautomatyzowanego,
wysoka prędkość spawania przy dobrej jakości spoiny,
dobra przydatność zastosowania w pozycjach wymuszonych i trudnych,
niskie koszty spoiw.
SPAWANIE METODĄ MMA
Spawanie łukowe elektrodą otuloną nazywane jest również metodą MMA (Manual Arc Welding) i jest to najstarsza i najbardziej uniwersalna metoda spawania łukowego.
W metodzie MMA wykorzystywana jest elektroda otulona, która składa się z metalowego rdzenia pokrytego sprasowaną otuliną. Pomiędzy końcem elektrody a spawanym materiałem wytwarzany jest łuk elektryczny. Zajarzenie łuku ma charakter kontaktowy poprzez dotknięcie końca elektrody do materiału spawanego. Elektroda topi się i krople stopionego metalu elektrody przenoszone są poprzez łuk do płynnego jeziorka spawanego metalu tworząc po ostygnięciu spoinę. Spawacz dosuwa elektrodę w miarę jej stapiania do spawanego przedmiotu tak aby utrzymać łuk o stałej długości i jednocześnie przesuwa jej topiący się koniec wzdłuż linii spawania. Topiąca się otulina elektrody wydziela gazy, które chronią płynny metal przed wpływem atmosfery a następnie krzepnie i tworzy na powierzchni jeziorka żużel, który chroni krzepnący metal spoiny przed wpływem otoczenia. Po odsunięciu elektrody od spawanego przedmiotu łuk elektryczny ustaje i proces spawania zostaje przerwany. Po ułożeniu jednego ściegu żużel należy mechanicznie usunąć.
Podstawowa różnica w stosunku do innych metod spawania polega na tym, że w metodzie MMA elektroda ulega skróceniu. W metodzie TIG-LIFT oraz MIG/MAG długość elektrody pozostaje przez cały czas niezmieniona i odległość pomiędzy uchwytem a elementem spawanym jest przez cały czas stała. W metodzie MMA, aby utrzymać stałą odległość pomiędzy elektrodą a jeziorkiem spawalniczym, uchwyt elektrody musi być przez cały czas przesuwany w kierunku spawanego elementu co powoduje, że umiejętności spawacza odgrywają szczególną rolę.
SPAWANIE METODĄ TIG LIFT
Spawanie TIG-LIFT jest metodą umożliwiającą uzyskanie najwyższej jakości spoin. Łuk spawalniczy jarzy się między odporną na działanie wysokiej temperatury, nietopliwą elektrodą wolframową i elementem spawanym. Gaz obojętny, od którego wzięła nazwę metoda, wytwarza beztlenową atmosferę i zapobiega reakcjom chemicznym płynnego jeziorka spawalniczego. Wskutek tego powstają gładkie, równe i bezporowe spoiny. Spoiwo jest doprowadzane ręcznie lub z podajnika drutu.
Spawanie TIG-LIFT jest możliwe dla wszystkich metali spawalnych. Największy zakres zastosowania to stale nierdzewne oraz metale nieżelazne, jak np. aluminium, miedź i mosiądz. TIG-LIFT stosuje się przede wszystkim do wykonywania warstwy graniowej spoiny, ponieważ spoiny są czyste i bezporowe, a dzięki temu dobrze znoszą dynamiczne obciążenia.
WYDAJNY SYSTEM CHŁODZENIA
Masywny 3-calowy turbo wentylator oraz czujnik termiczny skutecznie zabezpieczają urządzenie przed przegrzaniem. Pozwala to na dłuższą i bardziej intensywną pracę bez ryzyka uszkodzenia.
SPOSOBY SPAWANIA
Model PM-IMGTS-210L obsługuje metody spawania FCAW, MMA oraz TIG, co zapewnia wszechstronność zastosowania. Pozwala na pracę z różnymi materiałami i w szerokim zakresie grubości.
SYSTEM PODAWANIA DRUTU
Dwurożkowy podajnik zapewnia precyzyjne podawanie drutu, eliminując ryzyko jego poślizgu. Dzięki temu spawanie jest bardziej płynne, a jakość spoin pozostaje na wysokim poziomie.
MOBILNOŚĆ I ERGONOMIA
Lekka konstrukcja oraz wygodny uchwyt ułatwiają transport i przechowywanie urządzenia. To idealne rozwiązanie zarówno dla profesjonalistów, jak i użytkowników domowych.
WYDAJNOŚĆ I MOŻLIWOŚCI
Wysoka wydajność i efektywne chłodzenie
Dzięki zastosowaniu technologii tranzystorów IGBT sprawność urządzenia to aż 60%.
Posuw drutu w pełni automatyczny.
WBUDOWANE FUNKCJE UŁATWIAJĄCE PRACĘ
HOT START (automatyczny) nazywany popularnie gorącym startem umożliwia poprzez chwilowe podwyższenie prądu spawania ponad wartość ustawioną przez spawacza. HOT START działa w momencie zajarzenia łuku i ma na celu zapobieganiu przyklejenia elektrody do materiału. Jest dużym ułatwieniem podczas zapalania elektrody.
ANTI STICK(automatyczny) odcina/minimalizuje napięcie i prąd spawania w wypadku zwarcia elektrody ze spawanym materiałem. ANTI STICK umożliwia spawaczowi łatwiejsze oderwanie elektrody.
ARC FORCE (automatyczny) stabilizuje łuk niezależnie od jego długości. Zmniejszając wartości funkcji daje łuk miękki i mniejszą głębokość wtopu, natomiast zwiększając wartości funkcji powoduje głębsze wtopienie i możliwość spawania łukiem krótkim. Przy największej wartość dla funkcji ARC FORCE możliwe jest „wciśnięcie elektrody w jeziorko roztopionego metalu i przepalenie materiału na wskroś.
Informacje o bezpieczeństwie produktu Informacje o producencie
")
")

")
")
")
")






")
")

")
")
")
")














")
")
")


")